
Statistische Prozesslenkung (SPC) ist eine Technik der Qualitätsüberwachung mit dem Ziel der sicheren Übereinstimmung der Produktion mit vorgegebenen Spezifikationen. Die SPC Methodik wurde in den späten 20er Jahren durch das berühmte Werk von W. Shewhart entwicklelt. In diesem schlug er vor, die Ursachen für schlechte Qualität eines Produkts mit grafischen, statistische Tests zu identifizieren; die Regelkarte war geboren. In den Dekaden, die folgten, wurde die Methodik mit modernen Werkzeugen erweitert, um die Erwartungen und Wünsche der Industrie zu erfüllen.
Diese Werkzeuge, so verschieden sie sind, basieren auf zwei wesentlichen Konzepten der SPC Methodik :
Obwohl die Konzepte der Prozeßfähigkeit und Regelkarten nicht zur gleichen Zeit entwickelt wurden sind sie sehr eng verwandt. Eine Fähigkeits-Studie kann feststellen ob ein Herstellprozess in der Lage ist ein Produkt mit der gewünschten Qualität zu produzieren. Fähigkeitsindizes für die Qualität einer Produktion über einen bestimmten Zeitraum, vergleichen die hergestellten Einheiten in Bezug auf ein bestimmtes Ziel (Spezifikation). Während die Regelkarten verwendet wird, um einen Prozess in der Zeit zu überwachen sowie dabei die Qualitätslage zu erhalten und zu verbessern.
Die Fähigkeit einer Produktion wird als Quantifizierung der tatsächlichen Prozessleistung im Vergleich mit einer erwünschten Prozessleistung definiert. Die Übersetzung dieser Definition in die Sprache der Mathematik gibt noch derzeit Anlass für viele Diskussionen.
Wie soll die tatsächliche Prozessleistung gemessen werden ?
Zwei Generationen von Fähigkeitsindikatoren sind entstanden :
Fähigkeitsindikatoren Pp und Ppk sind weit verbreitet und werden in der Industrie regelmäßig verwendet, um die Lieferqualität eines Produktes zu definieren. Beachten Sie bitte, die Formeln für diese Indikatoren. Unsere Notation, Xbar und s der Mittelwert und die Standardabweichung der Gesamtheit, IT die Breite der Spezifikation, TS und TI sind jeweils die obere und untere Spezifikationen.
Diese Fähigkeitsindikatoren sind untrennbar miteinander verbunden, wenn man die Qualität einer Produktion korrekt messen möchte. Der Ppk Wert allein ist ein Maß für den Anteil der Nichtübereinstimmung mit der Spezifikation. Die Differenz zwischen dem Pp und Ppk zeigt eine Mittelwertverschiebung der Produktion innerhalb der Spezifikation.
Unseres Erachtens gibt es zwei Familien der Variabilität :
Die Indikatoren Cp und Cpk werden zur Charakterisierung kurzfristiger Phänomene verwendet, während die Indikatoren Pp und Ppk für langfristige Phänomene verwendet werden.
Ein Qualitätsziel ist die Verringerung des Einflusses der Streuungsursachen, natürlich arbeiten wir auf der Ebene der 5M des Prozesses. Allerdings ist es ohne erhebliche Investitionen oft schwierig, die Variabilität der Maschine zu reduzieren . Diese verbleibende Streuung, die auch als natürliche Streuung bezeichnet wird , bestimmt die Maximalleistung, die eine Produktion erreichen kann und damit die Prozess Fähigkeit.
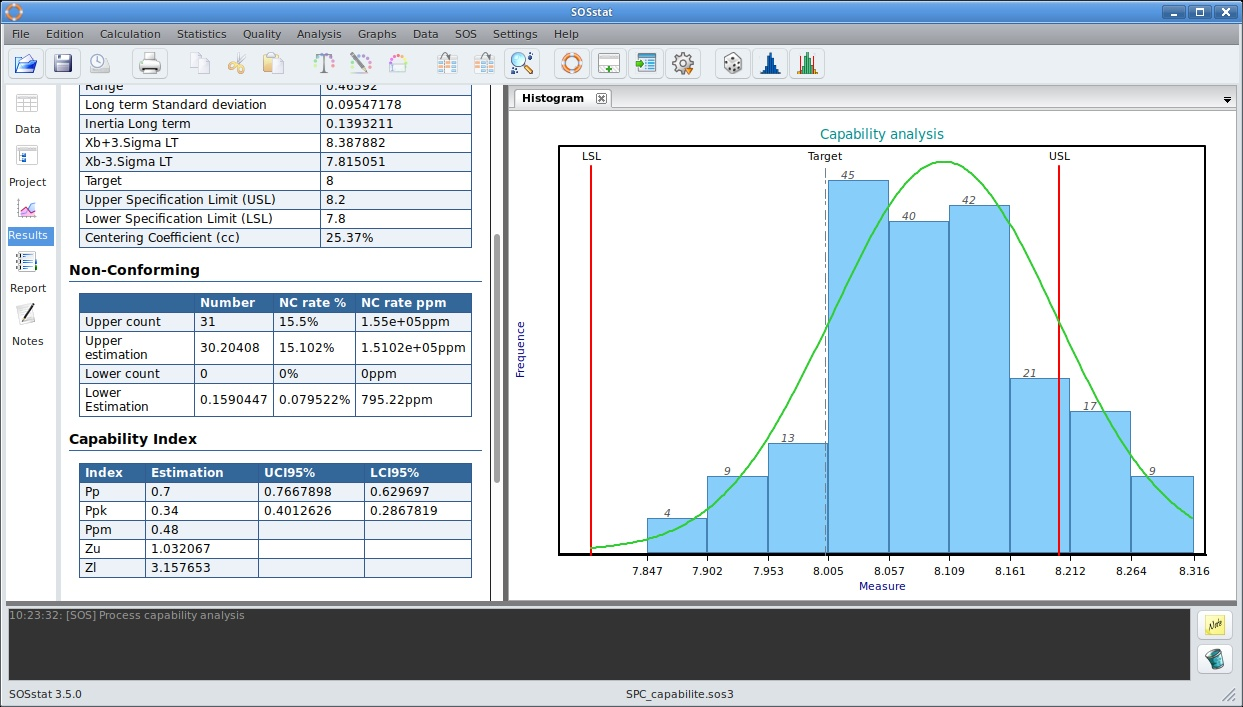
Prozess Fähigkeitsuntersuchungen mit SOSstat
SOSstat ermöglicht Fähigkeitsstudien nach mehreren Standards. Es können Berechnungen für ein oder mehrere Merkmale gleichzeitig (alle Merkmale eines Kontrollplan). ** SOSstat ** bietet auch die Möglichkeit, die Prozeßfähigkeit für nicht-normalverteilte Gesamtheiten zu ermitteln und damit eine genaue Schätzung des Anteils der nicht übereinstimmenden Einheiten vorzunehmen.
Zu guter Letzt SOSstat kann auch Fähigkeit Studien durchführen, die die Streuung und Abweichung gleichzeitig erfassen (inertial).
Beispiel für die Durchführung einer Fähigkeitsstudie mit SOSstat
Regelkarten sind unverzichtbare Werkzeuge zur rationellen Steuerung des Fertigungsprozesses. Eine konsequente Anwendung dieser Methode kann die Prozessfähigkeit aus zwei Gründen deutlich verbessern: Die Verwendung von statistischen Entscheidungskriterien ermöglicht es, die Fehler zu reduzieren, die mit einer unpassenden oder fehlenden Justierung verbunden sind. Das Ergebnis ist eine Steigerung der Stabilitätseffizienz. Darüber hinaus verbessert die Anwendung einer Richtlinie, die auf einen Zielwert abzielt, die Zentrierung der Merkmale.
Um die Langzeitvariabilität zu reduzieren und damit der Prozessfähigkeit näher zu kommen, ist es notwendig, die Stabilität der Maschine durch Regelung zu verbessern. Das Problem ist dann zu unterscheiden zwischen Prozessabweichungen, die natürlich sind, und solchen, die zu einer Anpassung führen müssen, d.h. den Prozess unter Kontrolle zu halten.
Eine detaillierte Analyse der Streuung eines Prozesses ermöglicht die Identifikation von zwei wesentlichen Ursachen: Dies sind die zufälligen Einflüsse und die systematischen oder speziellen Einflüsse. Im Gegensatz zu den zufälligen Einflüssen erfordern spezielle Ursachen einen regelnden Eingriff in den Prozess.
Regelkarten sind entwickelt worden, um das Auftreten von speziellen Ursachen zu erkennen und von den zufälligen Ursachen zu trennen, die keinen Eingriff in den Prozess erfordern. Dafür haben wir zwei statistische Tests: der erste, um sicherzustellen, dass die Maschine nicht außer Kontrolle arbeitet, der zweite, überprüft ob sich die natürliche Streuung nicht verändert hat.
Die von Shewhart eingeführten Regelkarten bestehen aus zwei Hypothesentests, zunächst prüfen wir, ob die Zentrierung des Prozesses hat sich nicht geändert hat, dann, dass die Streuung stabil ist.
Die Überwachung erfolgt grafisch mit zwei Charts:
SOSstat kann leicht Regelkarten erzeugen, entweder automatisch oder mittels Inforamtionen über die Beobachtungsphase, die durch den Benutzer zur Verfügung gestellt werden.
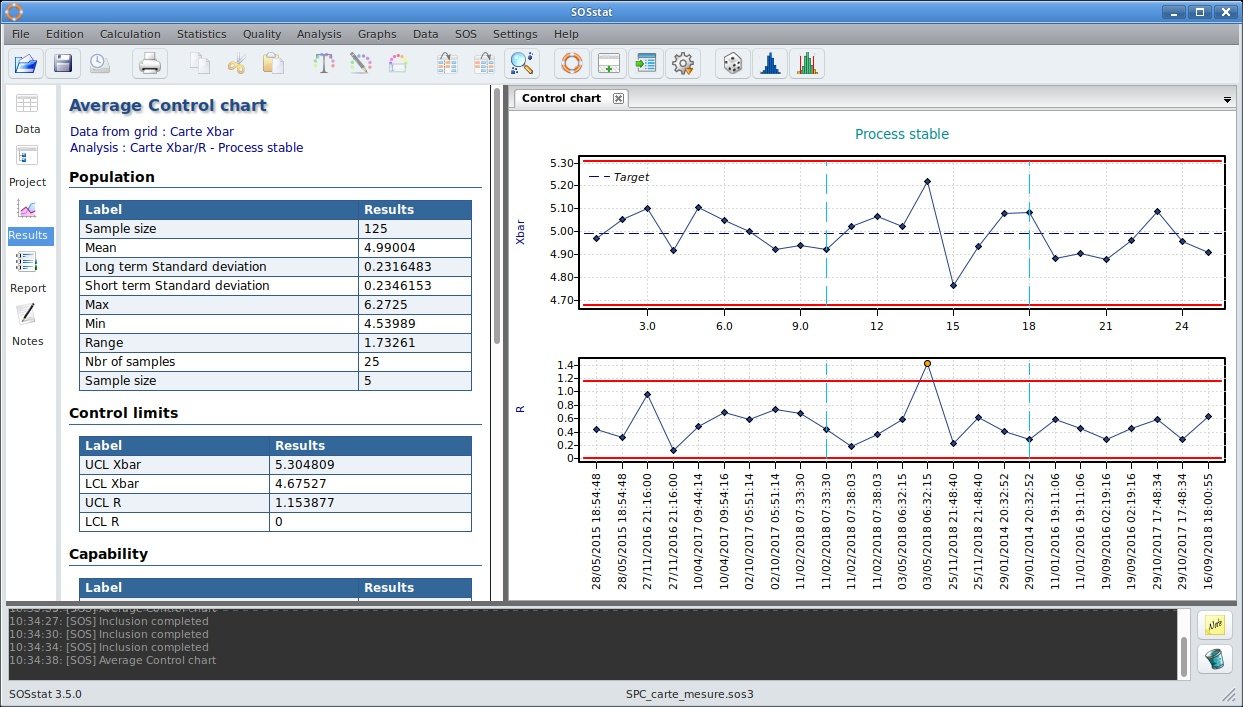
Shewhart-Regelkarte mit SOSstat
In der Literatur finden wir eine große Anzahl verschiedener Regelkarten für die Anwendung in spezifischen Bedingungen. Einige sind Adaptionen von Shewhart Karten:
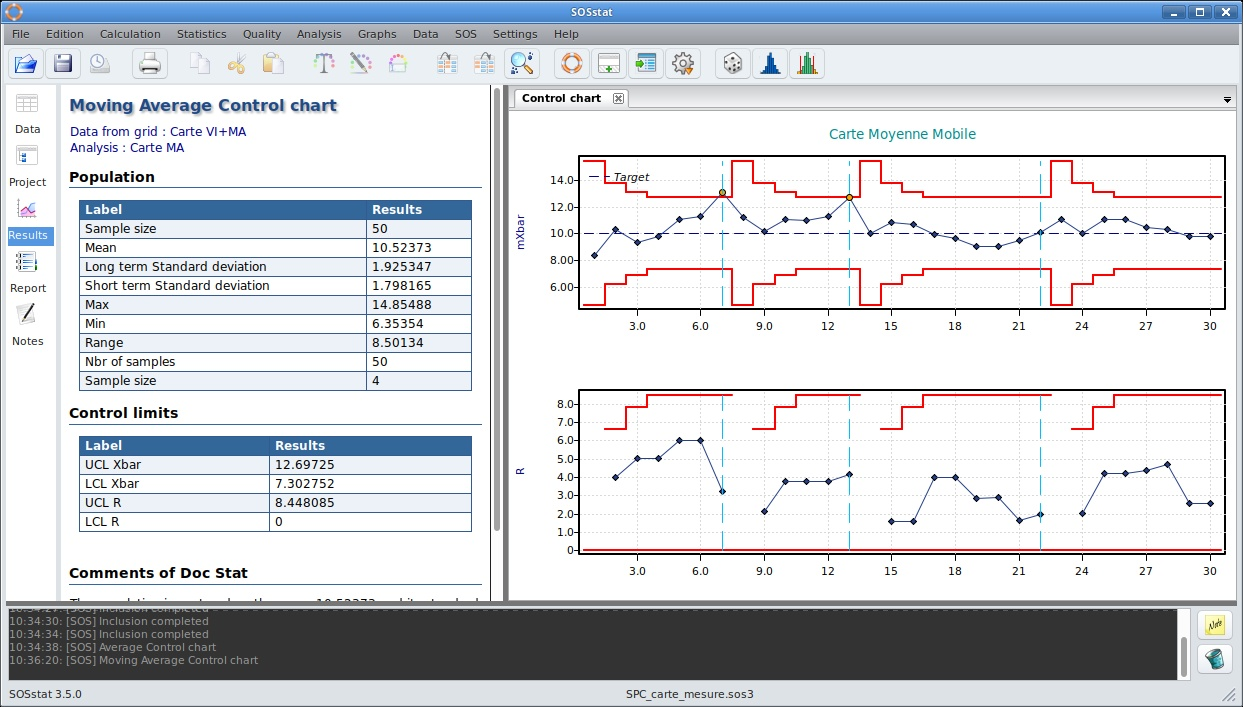
Gleitenden Durchschnitt Regelkarte mit SOSstat
Andere Regelkarten bieten originellen Ansätze die Erkennungsrate für sprunghafte Prozessveränderungen zu verbessern :
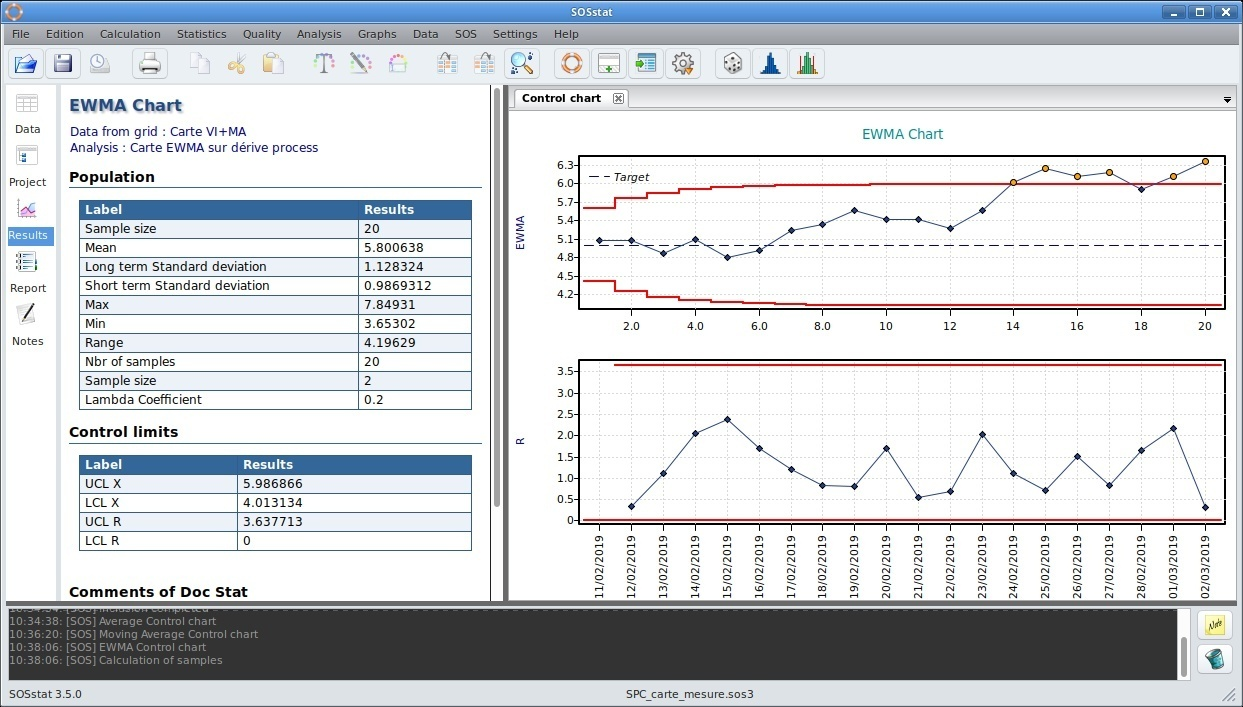
EWMA Regelkarte mit SOSstat
PILLET, M. - Appliquer la maîtrise statistique des processus MSP/SPC , Editions d’Organisation, 552 pages, 2005, EAN13 : 9782708133495
DUCLOS, E - La Maîtrise Statistique des Procédés MSP/SPC , LULU , 2016 , ISBN13 : 580-0-1151067-2-8
Montgomery D.C. - Statistical Quality Control Wiley, 768 pages , 2012 , ISBN-13: 978-1118146811 GooglBooks

