
La Maîtrise Statistique des Procédés (MSP) ou en anglais Statistical Process Control (SPC) est une technique d’autocontrôle dont l’objectif est de garantir la conformité de la production. La naissance de la M.S.P. remonte à la fin des années 20 par les célèbres travaux de Shewhart où ce dernier propose de déceler les causes de non qualité d’un produit à partir de tests statistiques sous forme graphique ; la carte de contrôle est née. Dans les décennies qui ont suivi, la M.S.P. s’est enrichie d’outils modernes répondant à de nouvelles attentes des industriels.
Ces outils, aussi différents soient-ils, s’appuient sur deux concepts essentiels de la M.S.P :
Bien que les concepts de capabilité et de carte de contrôle n’aient pas été introduits en même temps, ils sont très étroitement liés. Une étude de capabilité permet de définir si le procédé de fabrication est apte à fournir un produit avec le niveau de qualité requis. Les indices de capabilité consistent en effet à comparer la qualité d’une production sur une période donnée, par rapport à un objectif donné. Tandis que les cartes de contrôle permettent de piloter un procédé, afin de maintenir et d’améliorer sa capabilité.
Carte de contrôle et étude de capabilité avec SOSstat
On définit la capabilité d’un moyen de production comme étant une quantification de la performance réelle du procédé par rapport à la performance souhaitée. La traduction en langage mathématique de cette définition donne lieu, encore à l’heure actuelle, à beaucoup de discussions. Deux questions se posent en effet, à savoir : Quelle est la traduction de la performance souhaitée ?
Comment mesurer la performance réelle?
Deux générations d’indicateurs de capabilité ont ainsi vu le jour :
Les indicateurs de capabilité Pp et Ppk sont largement utilisés dans l’industrie pour définir la qualité d’un produit livré au client. Rappelons les formules de ces indicateurs. On note Xbar et s la moyenne et l’écart-type de la population, IT est l’intervalle de tolérance, TS et TI sont respectivement les Tolérances Supérieure et Inférieure.
Ces indicateurs de capabilité sont indissociables si l’on souhaite formaliser correctement le niveau de qualité d’une production. Le Ppk seul rend compte de la proportion de non-conformes, l’écart entre le Pp et le Ppk témoigne d’un décentrage de la production.
On considère qu’il existe deux familles de variabilité :
Pour caractériser les phénomènes court-terme on utilise les indicateurs Cp et Cpk tandis que les indicateurs Pp et Ppk sont utilisés pour les phénomènes long terme.
L’objectif de la qualité étant de réduire l’influence des causes de dispersion, on ciblera tout naturellement notre action sur les 5M du procédé. Or, il est souvent difficile d’agir sur la dispersion de la machine, à moins d’investissements importants. Cette dispersion résiduelle, que l’on qualifie aussi de dispersion naturelle, détermine donc la capabilité maximale que l’on puisse atteindre : c’est la capabilité process.
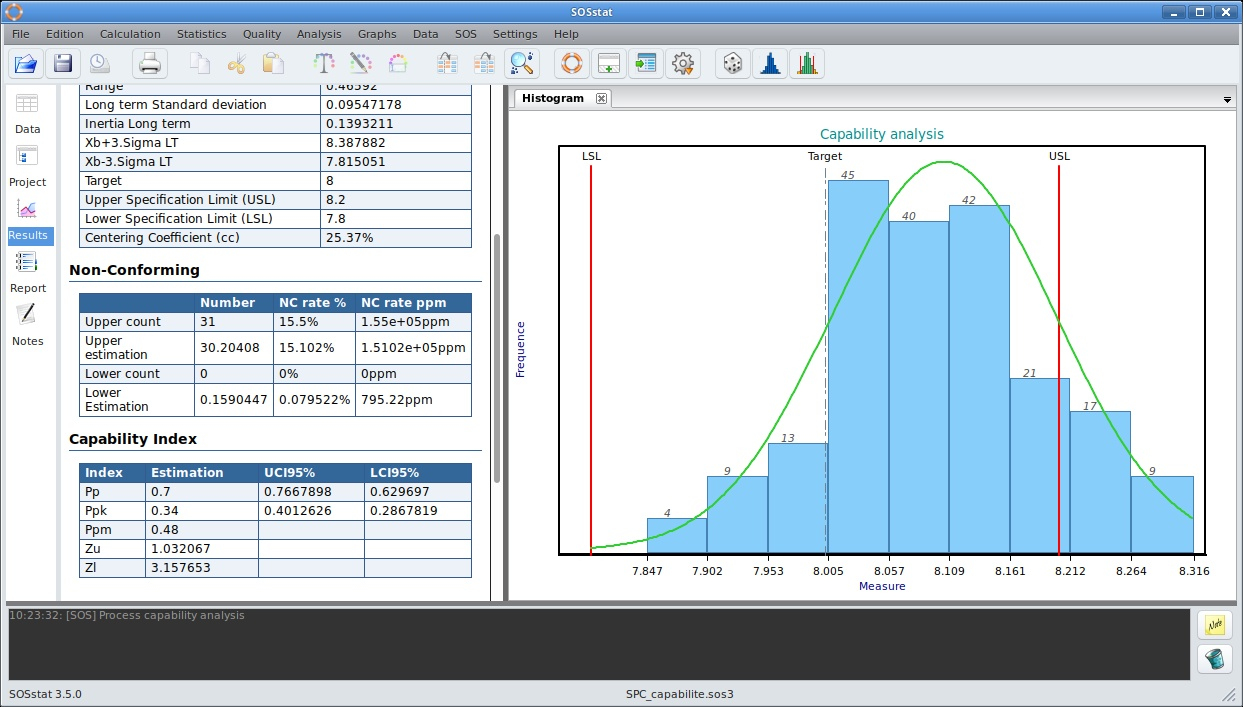
Étude de capabilité réalisée avec SOSstat
SOSstat Réalise des études de capabilité selon plusieurs normes en vigueur. Il peut réaliser les calculs sur une ou plusieurs carcatéristiques simultanément (toutes les caractéristiques d’un plan de contrôle par exemple). SOSstat offre aussi la possibilité de faire les calculs de capabilité avec des populations non-normales afin de fournir une estimation précise de la proportion de non-conformes.
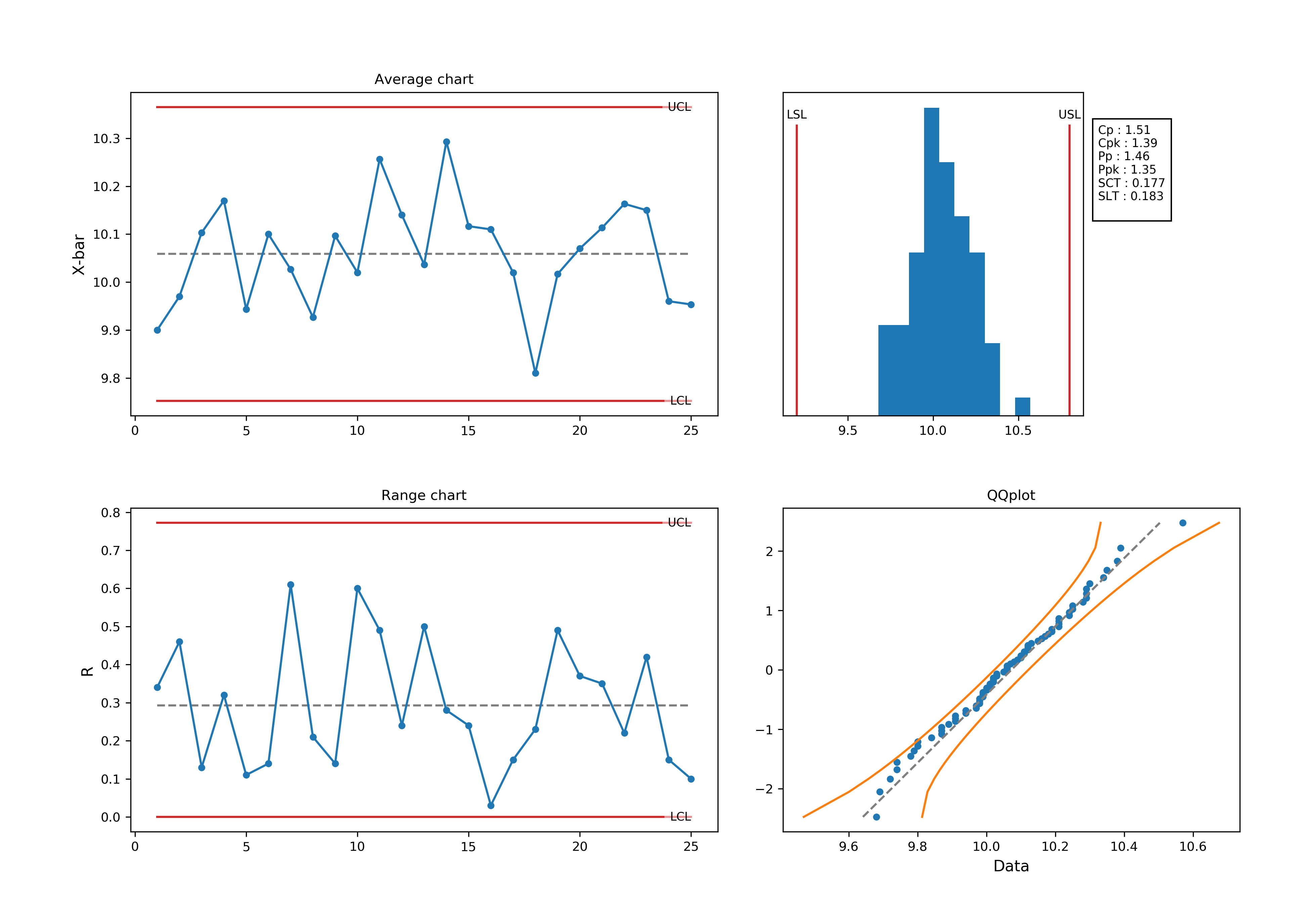
Exemple de mise en œuvre d’une étude de capabilité avec SOSstat
Enfin SOSstat permet la réalisation d’études de capabilité inertielle.
Les cartes de contrôle sont des outils indispensables pour réaliser un pilotage rationnel du procédé de fabrication. Une application rigoureuse de cette méthode permet d’améliorer de manière significative la capabilité du procédé pour deux raisons : L’emploi de critères de décisions statistiques permet de réduire les erreurs liées à un réglage inopportun ou à une absence de réglage. Il en résulte une augmentation du rendement de stabilité. De plus, l’application d’une politique consistant à viser une valeur cible permet d’améliorer le centrage de caractéristiques.
Pour réduire la dispersion globale du procédé, et donc, pour que la performance process tende vers la capabilité process, il est nécessaire d’améliorer la stabilité de la machine en la pilotant. Le problème qui se pose alors est de distinguer les écarts du procédé qui sont naturels, de ceux qui doivent entraîner un réglage, autrement dit maintenir le procédé sous contrôle.
En analysant finement la dispersion d’un procédé, on peut extraire deux causes essentielles de dispersion. Il s’agit des causes communes, qui sont liées à des phénomènes aléatoires, et des causes spéciales qui sont des causes de dispersion identifiables. Contrairement aux causes communes, les causes spéciales nécessitent une intervention sur le procédé.
Les cartes de contrôle ont été développées dans le but de détecter l’apparition de causes spéciales et de les dissocier des causes communes qui ne nécessitent pas d’intervention sur le procédé. Pour cela on réalise deux tests statistiques : Le premier pour s’assurer que la machine n’est pas déréglée, Le second pour vérifier que la dispersion naturelle n’a pas changé.
La carte de contrôle proposée par Shewhart est constituée de deux tests d’hypothèse, pour vérifier d’une part que le centrage du process n’a pas changé, et d’autre part que la dispersion process est stable.
Le suivi est réalisé graphiquement avec deux cartes (charts):
SOSstat permet de construire facilement des cartes de contrôle automatiquement ou bien à partir des informations de la phase d’observation fournies par l’utilisateur.
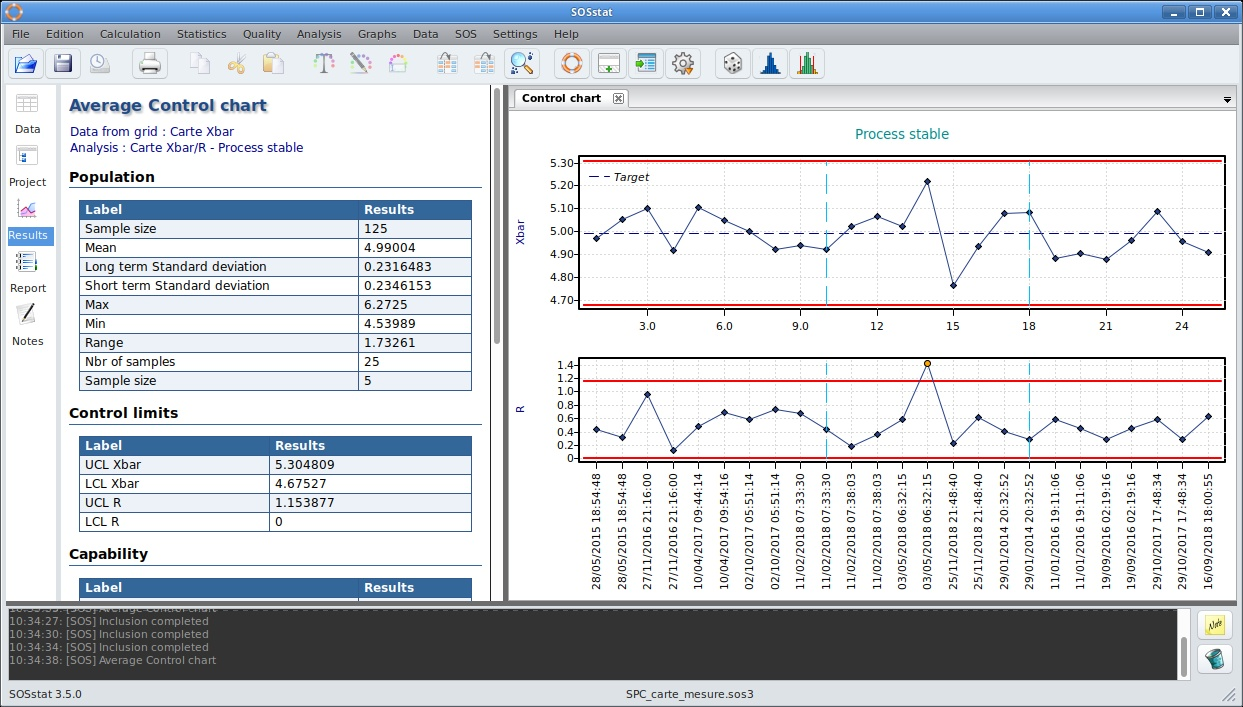
Carte de Shewhart avec SOSstat
On trouve dans la littérature de très nombreuses cartes de contrôle répondant à des contraintes industrielles spécifiques. Certaines sont des adaptations des cartes de Shewhart :
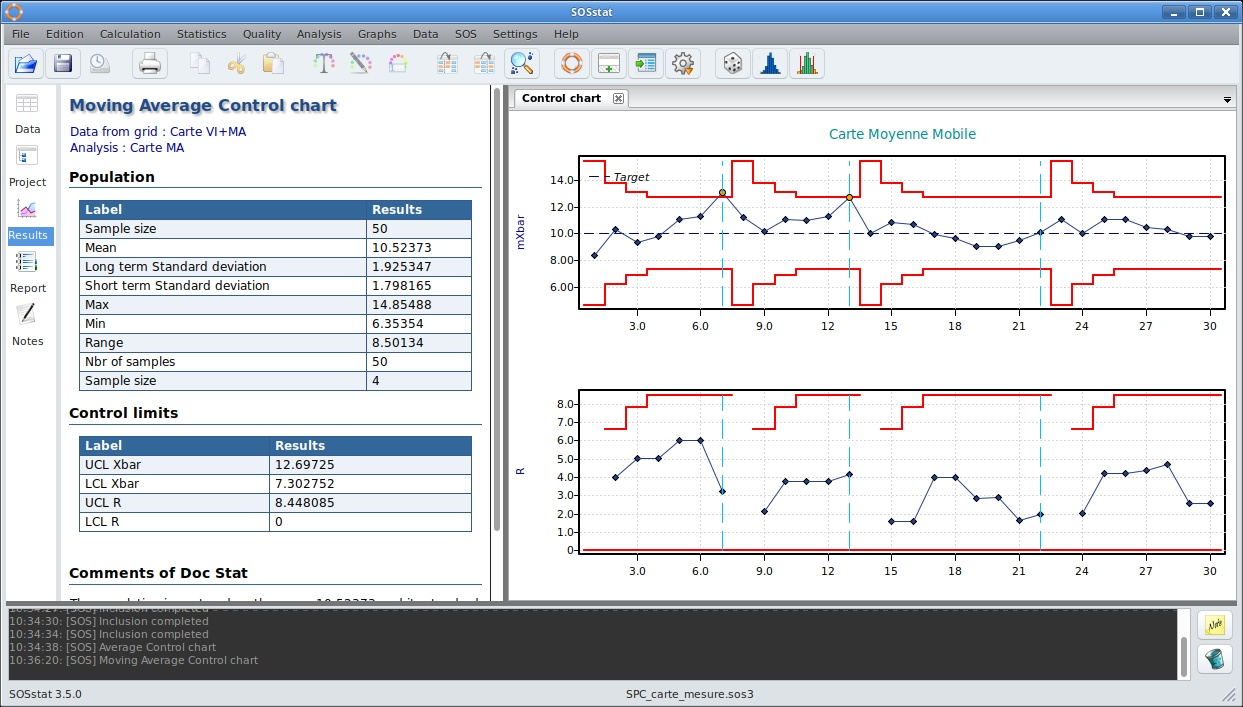
Carte moyenne mobile avec SOSstat
D’autres cartes proposent une approche originale pour améliorer la détection :
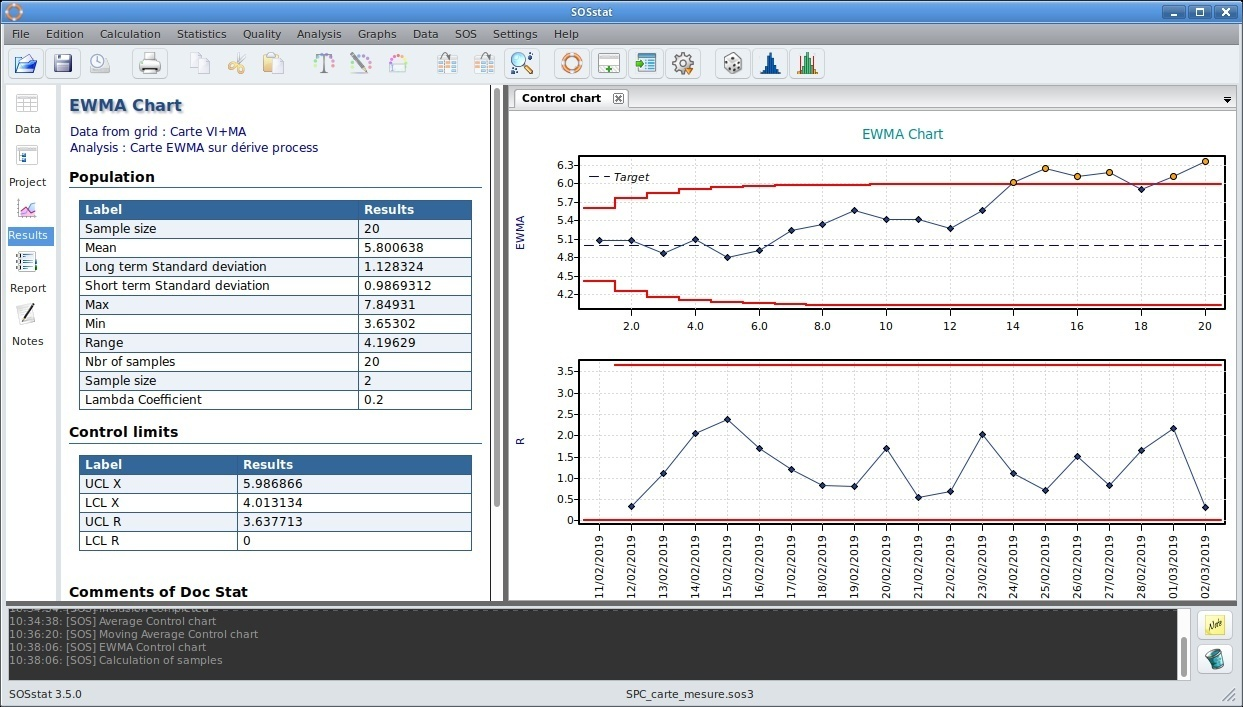
Carte EWMA avec SOSstat
Pillet, M. - Appliquer la maîtrise statistique des processus MSP/SPC , Editions d’Organisation, 552 pages, 2005, EAN13 : 9782708133495
Duclos, E - La Maîtrise Statistique des Procédés MSP/SPC , LULU , 2016 , ISBN13 : 580-0-1151067-2-8
Duclos, E - L’ABC de la MSP en BD Bande dessinée - Lulu - 40 pages - Version Française
Duclos, E - The ABC of SPC in comic form Bande dessinée - Lulu - 40 pages - English version
Montgomery D.C. - Statistical Quality Control Wiley, 768 pages , 2012 , ISBN-13: 978-1118146811 GoogleBooks
Donald J. Wheeler, David Smith ChambersUnderstanding Statistical Process Control SPC Press, 406 pages, ISBN : 9780945320692, 0945320698

